特別報導
熱流道針閥式多腔系統應用
與傳統的冷流道模具相比較,熱流道系統節約原材料、改善了工藝,提高生產量等優點而被廣泛採用。當今市場經濟不斷發展,促使工業產品越來越向多品種,批量,高品質方向發展,於是對成型各種產品的關鍵工藝,模具要求就更高,一方面企業為了滿足多品種,批量化來迅速贏得市場的需求,要求模具向著製造週期短,成本低的快速經濟方向發展。另一方面,快速消耗品用量非常大,為了能在有限的資源裡生產出更多產品,就需要提供一模多腔的熱流道來提高生產效率。
在一模多腔的熱流道注射模具中,流道內的熔體溫度能基本保持與注射機噴嘴的溫度大致相同或相近,因而流道內的壓力損耗小,熔融塑膠以極其均勻的狀態流入各個模腔,從而獲得高品質的塑膠製件。熱流道注射成型的零件澆口品質好、脫模後殘餘應力低、零件變形小。因此,對品質要求高的﹑生產批量大的塑件採用針閥式多腔熱流道注射模生產是最合適的針閥式多腔系統能很好解決客戶大批量的生產和產品品質要求。
針閥式熱流道系統,該系統是通過採用閥針控制裝置的作用下,在預定的時刻以機械運動的方式來打開或關閉澆口。此系統可人為控制澆口開關時間,使澆口光滑平整,主要應用於電子,汽車,醫療,包裝等產品外觀要求高的產品。如果產品上有注塑成型熔合線,著色後零件的色澤就會不一樣,採用針閥式熱流道的順序開關澆口工藝可消除此問題。在醫療領域,用在醫療上的塑膠零件澆口品質要求極為嚴格,不可有毛邊凸起等,此種情況也只有依靠針閥式澆口熱流道系統來提高澆口品質。
多腔熱流道設計是否合理的標準之一是熔體在流道板裡都能保持自然平衡,在相等壓力下以相同的溫度和速率輸出至每個型腔。流道的分佈均勻直接決定製品的成型品質和週期,因此多腔流道板上各點之間的熱量必須平衡分佈。

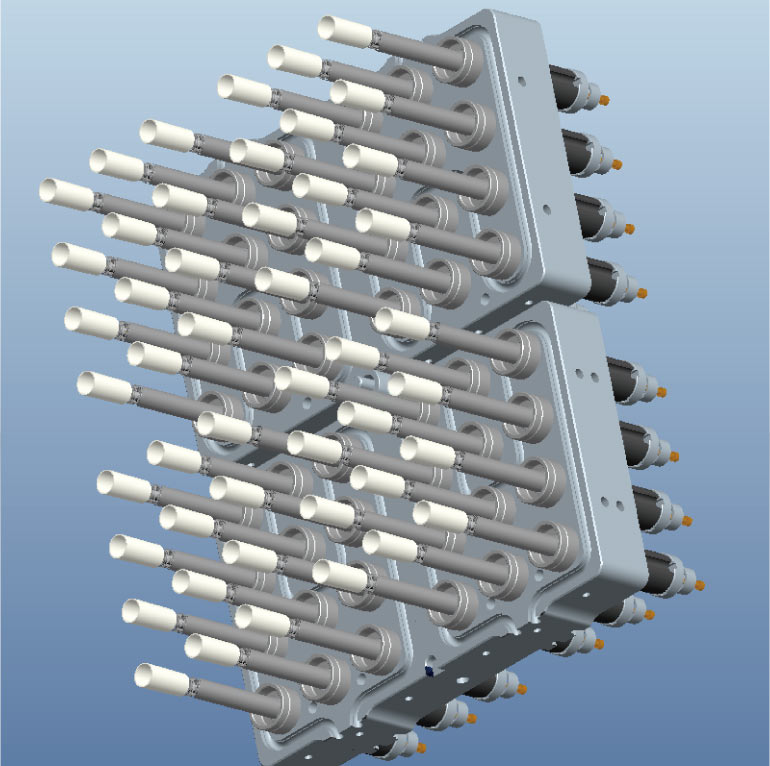
本案例為一出48針閥式多腔系統,客戶先前採用其他公司熱流道開放式針點進膠導致產品膠口處有凸台痕跡,因客戶產品外觀要求高不能接受此外觀痕跡,模具及熱流道只能報廢。後期經過我司設計採用針閥式進膠,很好的解決了產品拉絲凸台現象。如圖產品進膠位置平整光滑。