Special Reports
2016 Quarter 4 Issue 29
Application of Auxiliary Equipment in MIM
What is MIM?
The Metal Injection Molding Technology (abbreviated as MIM) is a kind of new net-shape molding technology of powder metallurgy by introducing modern plastic injection molding technology into the powder metallurgy industry. During injection molding, the mixture will be heated to become plastic material with rheological property in the hopper of IMM, and then will be injected into the mould under proper injection pressure which finally finishes the product. Microscopically, the finished product after injection molding must be uniform to evenly shrink during sintering process.
The California Parmatech company has invented this technology in 1973. At the beginning of 1980s, this technology has been widely expanded. Especially till the middle of 1980s, it has been developed rapidly during industrialization, along with amazing acceleration each year. Up to present, there are hundreds of enterprises engaged in the research, development and sales of this technology focused products. Consequently, it has become the most active frontier technology in the new-pattern manufacturing industry as the pioneer in world metallurgy industry as well, which leading major developmental direction of metal metallurgy technology.
Due to bright future of the technology market, it has rapid growth in recent two years. The practitioner nominated the 2015 as the “Primary Era” in MIM development, which manifests the good trend of MIM technology these two years.

Metal Injection Molding Process
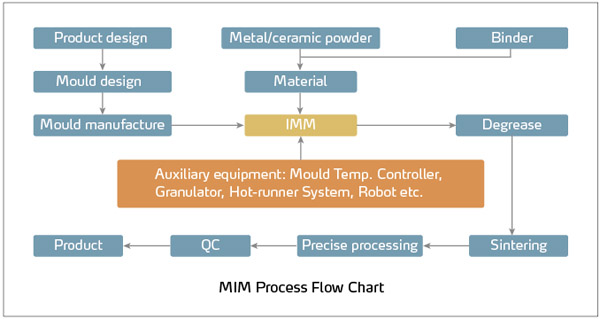
Firstly, mix the metal powder and organic binder evenly, and via the IMM to inject them into the mould cavity for solidification under heating and melting state after the mixture is pelletized. Then, adopt the chemical or thermolysis method to remove the binding agent in the preforms, which are finally made to products after sintering densification.
Compared with conventional process, the MIM features high precision, uniform organization and perfect performance with reduced production cost. Those products are widely used in electronic information engineering, biological medical equipment, office facility, automobile, machinery, hardware, sports equipment, timepiece, weapons and aerospace fields. Therefore, internationally, it is commonly believed that the development of this technology will lead to a revolution within parts forming and processing technologies, which is honored as the “Most Popular Parts Forming Technology Presently” and “Molding Technology of the 21th Century”.
Metal/Ceramic Powder
The MIM technology commonly uses power granules in size of 0.5~20μm. Theoretically speaking, the smaller the granule size, the larger the surface area that is easy for molding and sintering. While conventional powder metallurgy technology adopts bigger powder above 40μm (mostly are at 50-100μm). Generally, any powder materials could be sintered can be made into parts by MIM technology, which including the high melting-point material and the product that can’t be processed by conventional manufacturing technology. In addition, it also can formulate material according to customer demands for integrated alloy material production, which finally forms the composite materials into parts.
Organic Binder
The organic binder bonds the powder granules that make mixture obtain rheological and lubricating properties in the hopper of IMM when heating. Thus, the organic binder is the carrier driving powder flow, which selection is the key in total powder injection molding. The organic binder requiring: less amount, less binder that can make the mixture obtain better rheological property; No reaction, it won’t react with any metal powders chemically during the removal of organic binding agent; Easy of removal, without carbon left in product.
The Role of Auxiliary Equipment Acting in MIM
The process of metal injection molding and plastic injection molding technologies are consistent in principle, which equipment conditions are the same as well. So, there are numerous IMM manufacturers dabbled in this field, such as HAITAIN, ARBURG, Sumitomo, NISSEI etc.
The MIM uses common IMM, but has particular feeding section compared with ordinary IMM, which doesn’t require much of auxiliary equipment. And standard equipment can meet the requirement. At present, Shini product has already used in the production with MIM for a number of manufacturers. The products perform stably which are well-received by the customer.
In summary, the MIM is similar as regular production process of common plastic injection molding. The main auxiliary equipment includes Mould. Temp. Controller, Hot-runner System, Granulator and Robot. As the MIM taken material has large bulk density (close to metal powder), the Auto-loader is unavailable to convey the material. Before material degreasing, it can use the granulator to recycle the waste materials. Once after the degreasing and sintering, the product property would be close to the metal, which can’t be granulated.
The Metal Injection Molding Technology (abbreviated as MIM) is a kind of new net-shape molding technology of powder metallurgy by introducing modern plastic injection molding technology into the powder metallurgy industry. During injection molding, the mixture will be heated to become plastic material with rheological property in the hopper of IMM, and then will be injected into the mould under proper injection pressure which finally finishes the product. Microscopically, the finished product after injection molding must be uniform to evenly shrink during sintering process.
The California Parmatech company has invented this technology in 1973. At the beginning of 1980s, this technology has been widely expanded. Especially till the middle of 1980s, it has been developed rapidly during industrialization, along with amazing acceleration each year. Up to present, there are hundreds of enterprises engaged in the research, development and sales of this technology focused products. Consequently, it has become the most active frontier technology in the new-pattern manufacturing industry as the pioneer in world metallurgy industry as well, which leading major developmental direction of metal metallurgy technology.
Due to bright future of the technology market, it has rapid growth in recent two years. The practitioner nominated the 2015 as the “Primary Era” in MIM development, which manifests the good trend of MIM technology these two years.
Metal Injection Molding Process
Firstly, mix the metal powder and organic binder evenly, and via the IMM to inject them into the mould cavity for solidification under heating and melting state after the mixture is pelletized. Then, adopt the chemical or thermolysis method to remove the binding agent in the preforms, which are finally made to products after sintering densification.
Compared with conventional process, the MIM features high precision, uniform organization and perfect performance with reduced production cost. Those products are widely used in electronic information engineering, biological medical equipment, office facility, automobile, machinery, hardware, sports equipment, timepiece, weapons and aerospace fields. Therefore, internationally, it is commonly believed that the development of this technology will lead to a revolution within parts forming and processing technologies, which is honored as the “Most Popular Parts Forming Technology Presently” and “Molding Technology of the 21th Century”.
Metal/Ceramic Powder
The MIM technology commonly uses power granules in size of 0.5~20μm. Theoretically speaking, the smaller the granule size, the larger the surface area that is easy for molding and sintering. While conventional powder metallurgy technology adopts bigger powder above 40μm (mostly are at 50-100μm). Generally, any powder materials could be sintered can be made into parts by MIM technology, which including the high melting-point material and the product that can’t be processed by conventional manufacturing technology. In addition, it also can formulate material according to customer demands for integrated alloy material production, which finally forms the composite materials into parts.
Organic Binder
The organic binder bonds the powder granules that make mixture obtain rheological and lubricating properties in the hopper of IMM when heating. Thus, the organic binder is the carrier driving powder flow, which selection is the key in total powder injection molding. The organic binder requiring: less amount, less binder that can make the mixture obtain better rheological property; No reaction, it won’t react with any metal powders chemically during the removal of organic binding agent; Easy of removal, without carbon left in product.
The Role of Auxiliary Equipment Acting in MIM
The process of metal injection molding and plastic injection molding technologies are consistent in principle, which equipment conditions are the same as well. So, there are numerous IMM manufacturers dabbled in this field, such as HAITAIN, ARBURG, Sumitomo, NISSEI etc.
The MIM uses common IMM, but has particular feeding section compared with ordinary IMM, which doesn’t require much of auxiliary equipment. And standard equipment can meet the requirement. At present, Shini product has already used in the production with MIM for a number of manufacturers. The products perform stably which are well-received by the customer.
In summary, the MIM is similar as regular production process of common plastic injection molding. The main auxiliary equipment includes Mould. Temp. Controller, Hot-runner System, Granulator and Robot. As the MIM taken material has large bulk density (close to metal powder), the Auto-loader is unavailable to convey the material. Before material degreasing, it can use the granulator to recycle the waste materials. Once after the degreasing and sintering, the product property would be close to the metal, which can’t be granulated.
Special Reports
- The New Technology of Shini Water Chiller
- Film Extrusion Process and Collocation of Extrusion Equipment
- The Selection and Application of Hot Runner System
If you want to read other articles, back to2016 Quarter 4 Issue 29.