Special Reports
Hot Runner System Analysis--Thermal Expansion
Compared with common runner mould, the gate system of hot runner system is always at high temperature state during usage. It’s easy for plastic melt to leak at the parts’ joint in hot runner system under high-temperature and pressure.
As to make up parts’ thermal expansion of hot runner system under high temperature state, it generally exists certain cold clearance between the parts in mould design and assembly, and melt leakage is easily caused when system heating temperature is higher than the operation temperature. Under this circumstance, as excessive thermal expansion generates great thermal pressure, it makes system parts deform and leads to melt leakage, which will not only affect plastics quality, but also damage the mould, resulting in it unable to produce. There are two major places that are easy to leak in hot runner mould: one is at the end surface on runner plate; the other is the joint surface of runner plate and nozzle (include nozzle and main sprue).
On the other hand, when gate system’s temperature drops to operation temperature, as the nozzle with rigid edge is poorly adapt to the thermal expansion, it will leak the melt, which also can be caused by system temperature rise or uneven temperature control. In temperature-rise period, if the nozzle’s temperature rise speed is faster than runner plate’s temperature rise speed, transverse thermal expansion will be restricted after axial thermal expansion of the parts, resulting in runner plate deformation and melt leakage. Uneven parts’ temperature of gating system will lead to uneven parts’ expansion as well as parts’ distortion and melt leakage.
To sum up, to avoid melt leakage is to operate according to correct steps and process conditions. Shinzo Hot Runner will operate as following steps:
(1) Heat up the mould to set temperature, especially the large moulds. Heat up before injection, and cool down during the injection.
(2) Heat up the hopper of injection molding machine to set temperature.
(3) Heat up the hot runner system to set temperature, which generally has two steps: first is the soft start to eliminate the humidity in heater. The second step is to heat up the full load system to set temperature, which can heat the nozzle temperature to 2/3 of the runner plate temperature. Then, heat up the nozzle to set temperature after the runner plate temperature reaches the set temperature.
(4) Low pressure slow injection should be adopted at first for new or already cleaned hot runner system.
(5) After several cycles of injection, if there’s no melt leakage, injection process set parameter that can be used for production.
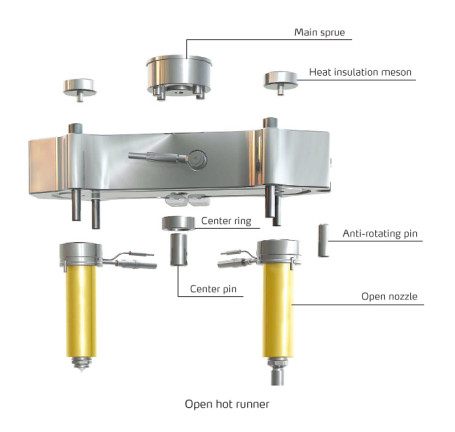
The mould assembled under room temperature may result in relative position change between the parts during thermal expansion in hot runner system. As to make up thermal expansion of the parts, proper expansion clearance is required. Refer to shown runner plate fastened on fixed template through centre location pin, it stretches all round after heating. Transverse thermal expansion of runner plate will reduce the clearance between runner plate and stop pin. If it designs the transverse thermal expansion less than runner plate, the stop pin will prevent the runner plate from transverse extending, which results in wrapping and deformation of the plate, invalid sealing between runner plate and melt leakage. The axial thermal expansion of heat insulation meson, runner plate and hot nozzle will eliminate cold clearance. If the cold clearance is too large and axial thermal expansion is insufficient, the melt pressure will separate the nozzle and runner plate during injection, which leads to melt leakage.
If the cold clearance is too small and thermal expansion pressure of system is excessive, the system parts will be bent or its compressive stress will exceed the template’s yield stress to make heat insulation meson crush the template, which restricts transverse thermal expansion of the runner plate, resulting in melt leakage between nozzle and runner plate. Therefore, the premise to prevent melt leakage is to correctly calculate thermal expansion of the system and leave reasonable thermal expansion clearance in mould design.

The plane seal is adopted between runner plate and nozzle, which is a common sealing form of hot runner system abroad. After axial thermal expansion of the system, the heat insulation meson is pressed on the fixed plate of fixed mould, and a certain amount of thermal pressure is produced at junction plane of the runner plate and nozzle to offset the melt pressure for sealing and leakage prevention. This structure type can’t ensure cold sealing, and there’s no over-heat protection. Only under set temperature conditions can ensure sealing between the runner plate and hot nozzle. In design, thermal expansion should be calculated accurately and leave suitable cold clearance.
O-type sealing ring is adopted on junction panel of the nozzle and runner plate, and the O type sealing ring is made of stainless steel tube. In assembly, there’s diameter preload of 2030 steel pipe to prevent melt leakage, which is very suitable for low-rigidity runner plate and mould.
Elastic connection is adopted, and pre-tightening force is provided by spring to achieve sealing under cooling state. During overheating, spring absorbs the thermal expansion to prevent system damage and leakage, which is an ideal sealing form.
Integral nozzle is fixed on runner plate through screw thread, and the nozzle and sliding ring move along with the runner plate. As the nozzle move will cause dislocation between nozzle runner axis and gate axis on fixed template, transverse thermal expansion should be considered in the design of nozzle position. This sealing form is suitable for occasions where there’re a few of injection points with small nozzle distance.
The assembly accuracy and installation sequence of hot runner system are directly related to melt leakage. If heights of nozzles are not consistent, the clearance between the shortest nozzle and runner plate will cause melt leakage. Runner plate deformation resulted by inconsistent center height and nozzle height also will cause melt leakage.
Melt leakage is the common fault and failure mode of hot runner moulds. Therefore, Shinzo Hot Runner adopts correct sealing form of runner plate in design, accurately calculates the thermal expansion, inspects the assembly accuracy of critical parts precisely according to correct assembly sequence during assembly, assembles them strictly as set clearance, and provides technical training to customer operators. In operation, it processes strictly according to the set parameters, and pays attention to parameter variation all the time. Although there are many reasons of leakage in hot runner mould, as long as the operation, design, parts processing and mould assembly processes are strictly designed as standard, the issue of melt leakage can be completely avoided.
Special Reports
If you want to read other articles, back to2018 Quarter 1 Issue 34.