特別報導
熱流道之熱嘴應用
熱嘴是熱流道系統的終端,它包括加熱,澆口的末端,用來將熔料輸送到模具型腔或附加的冷流道。它是一個複雜的部件,除了需要符合熱流道系統一般的製造要求外,還有許多特殊的高難度要求。為防止流動性能變化,流道中熔體溫度不變,溫度分佈特性需要接近直線。
開放式大水口熱嘴
開放式大水口熱嘴
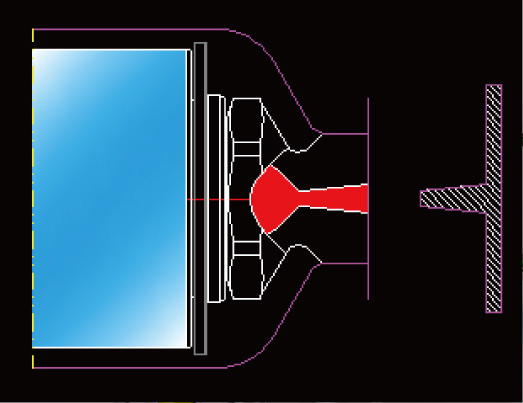
開放式大水口熱嘴在使用中澆口大小沒有限制,通常有1~4mm的口徑,是一種相對較大的澆口,開放式熱嘴會在塑件表面上或冷流道上遺留澆口凝料,但它給注射以較好的保壓壓力並減小應力。該熱嘴主要用於工程零件的注射,這些塑件上有遺留痕跡並不重要,同時也經常在射入到冷流道和短的主流道中應用。此熱嘴不適合易產生澆口拉絲的塑膠。
開放式尖點熱嘴
開放式尖點熱嘴
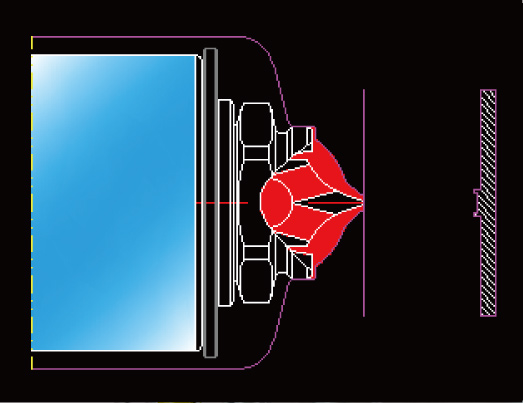
開放式尖點熱嘴可直接在產品表面進膠,澆口痕跡小,產品外觀漂亮,製品殘留的廢料少。無定形和結晶型塑膠兩者都需應用此種熱嘴,從熱嘴芯引流到澆口,澆口的溫度控制更容易,便於溫度敏感型塑膠的注射。相對小的澆口約0.6~2.5mm,留在製品表面上的是與頂針組合形成的很低的環圈狀廢料。廢料的大小取決於澆口的結構和尺寸,塑膠的性能及澆口區的冷卻。澆口直徑愈小,廢料越少。嘴尖在澆口的中央,有助於防止澆口上拉絲。
針閥式熱嘴
針閥式熱嘴
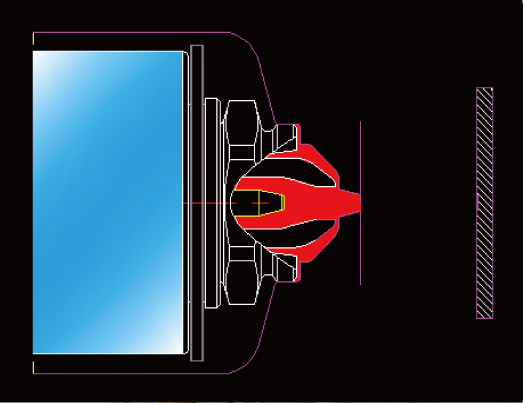
可移動的閥針引入到澆口孔中,輔助澆口作機械閉合,這種設計允許有大孔徑的澆口,充填型腔簡便,特別適用於高黏度或剪切敏感的塑膠。可維持較長保壓時間,進而使熱流道系統可用於厚壁的塑件。澆口閉合排除了澆口區域的熱平衡影響,保壓狀態的準確控制,改善了塑件參數的精度。有瞬時關閉澆口的功能,防止型腔被充滿後高壓熔料溢出,產生結構上的飛邊。限制澆口的流涎和拉絲。在模塑件上僅留下閥針周邊的痕跡適用於外觀要求高的產品。
特別報導
- 信易智能工廠sFactory 4.0
- PET應用與加工
- 中央供料系統零配件(一)
- 中央供料系統零配件(二)
- 中央供料系統零配件(三)
- K2019展後報導
- 信易DMP2019
- 轉變
- 信易職人講堂x平湖市育新小學
如果您還想要看其他文章,可以點第39期 2020年 第1季.