Special Reports
Application Case of Hot Runner Multi-head Nozzle with PC Materials

The advantage of the multi-head nozzle lies in when working with multiple nozzles, it shrinks the gap between the gates, leaves out or simplifies the design of hot runner board, cuts down the cost of each injection site, addresses the problem of minor parts injection, and also satisfies the demands of high-precision products with multiple gates.
The use of multi-head nozzle can reduce the parts’ residues with less scrapes, leaving very low loops formed with nozzle assembly on the parts’ surface. The size of the scrap is determined by gate structure and dimension, plastics property and cooling effect around the gates. The greater the gate diameter, the more of the wastes, and the nozzle is located at the gate center that can prevent wire drawing on the gate.
The PC material has high melt viscosity and poor mobility which requires large injection pressure. Being connected with the metal, it generates strong bonds and its decomposer has strong corrosiveness to metals. In addition, the additives also can change the processing performance or final products’ property. As to prevent flowing property change, the melting temperature in the runner should be constant; the temperature at both ends of the nozzle should be reasonably controlled, and the temperature distribution characteristics should be close to the straight line’s uniformity.
Owing to the cooling time will increase after the raise of cavity temperature, the thermal insulation between the nozzle and cold mould should be taken into consideration as to avoid local strain due to stress in molded pulp products. The process of melts separating from the mould gate location must be clean and stable. Besides, the gate is a part of the nozzle or cavity and the critical position in the hot runner system which shouldn’t have any drop and cast of the melts.
A large temperature decrease should be ensured in the gate area design and cooling circulation as to make gate frozen before the mould custom to give proper disconnection of the sprue. In addition, the cooling is affected by the water pipe around the gate that allows temperature regulation at special areas, which is independent of the mould cavity temperature.
For products of multi-cavity mould against mould filling balance, the melts must be delivered to each cavity at the same temperature and rate under equal pressure, thus ensuring all the cavities are fully filled at the same time so that the holding pressure can be transmitted in the same period of time.
The mould filling balance makes injection processing easier to carry out the processing of larger parameters, which improves the quality of some products. The obtaining of mould filling balance relies on reasonable establishment of the hot runner system, and it is designed with equal flow path lengths under the same pressure as to provide the natural or geometric balance, offset different flow path lengths and offer various runner sections. The hot runner system must at thermal balance state, and the heat loss must be compensated by the heating. Ideally, the hot runner system is at isothermal state that performs correct power and design for heating assemblies, which should be reasonably placed in the structure with identified heating zones and temperature measurement points
During installation, make sure to measure each important dimension as to ensure the mould and hot runner dimensions meet design requirements, and no leakage between the nozzle and hot runner plate and the nozzle seal on the template.
In the injection process, small or specially designed and chrome plated screws are required, and the plasticizing system is not allowed to have dead angles, idle stocks and cracks. If the screw rotating speed is too fast, the back pressure is too larger, injection rate is too fast, and the nozzle diameter, runner and gate sizes are small, the melts will generate high shear heat and results in PC melt fracture, resulting in the gas in mold cavity unable to discharge in time, causing products’ blackening due to partial burning.
If there’s no problem of the process condition, but melts are found with color changes when injecting to air, it indicates the plasticizing system has problem, which requires inspection conducted from the nozzle to the flange, three-part assembly, screw and the barrel one by one. Sometimes, products will have large color changes in two or three moulds periodically, and it’s usually related to the idle stock in the plasticizing system. As the PC decomposer has catalysis ability when exceeding a certain amount, a great many of melts will decompose, especially for the plastics with flame retardants. So, it’s necessary to find out idle stock points, such as screw stuck material, material residue, barrel stuck material, etc., all of which should be solved by cleaning, repairing and polishing.
In this a successful case of customer who takes the “one-to-eight” two-point multi-head nozzle open injection in the application.
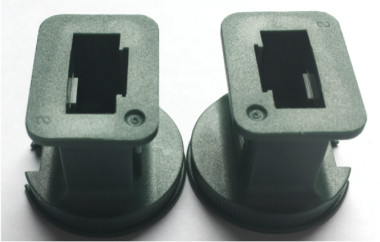
Product material: PC+ fire retardant requires the sprue gate of the hot runner not higher than the product surface shown as below pictures.
From above pictures, it can see that the sprue breaking point is within a reasonable range, and the produce is in good condition without casting phenomenon.
Special Reports
- Intelligent Flow Regulator SIFR
- Hastek Brief Company Introduction
- CFC-free Refrigerant Water-cooled Water Chiller SIC-17W-R2
- High Temp. Oil Heater STM-1207HT
- Screenless Granulator SG-2427N
- Small Articulating Robot
- Multi-cavity Hot Runner Controller
If you want to read other articles, back to2018 Quarter 3 Issue 36.